




我们精心制作的紫铜片止水带定制产品视频已经准备就绪,【解锁新品!】紫铜片止水带定制产品视频,带你穿越新品体验之旅!
以下是:紫铜片止水带定制的图文介绍
云南楚雄聚丙烯网状纤维,是金鸿耀工程材料有限公司主营产品,品质好价格优,货源库存充足,欢迎询价!



公司特向您总结几个在水利建筑中关于铜止水的专业术语及定义:翼板:云南楚雄止水铜片止水铜带两端浇筑在混凝土中或安装在混凝土表面上起固定作业的部分。止水铜带的几何可伸展长度:把中部几何可伸缩部分展平,伸出的长度就是几何可伸展长度。止水带肋:为延长渗径、加强锚固,在橡胶止水带、PVC止水带的翼板设置的凸起部分。复合型止水带:将密封止水材料复合在止水带上,构成的抗绕渗能力更强的止水带。尺寸效应:长紫铜止水带强度与标准小试片强度不同的现象,它实际反映的是双向受力和单向受力对材料强度的影响。蠕变效应:反映长期受力对材料强度的影响。对软铜材料,长期受力强度与短时受力强度之比为0.9. 复合型密封止水材料可以提高抗绕渗能力。根据有限公司实验结果表明,当无接缝位移时,在混凝土中埋入深度为20CM的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该止水铜片上复合宽度为10cm、厚度为3cm的GB塑性止水材料,当复合后的止水铜片与混凝土之间发生1.0cmm的相对错动时,在2.5MPa的水压作用下仍然没有发生绕渗。采用复合型止水铜带时,必须对复合的密封止水材料进行保护,避免复合密封止水材料不能发挥预期作用,对于在现场复合的止水铜带,应尽快浇注混凝土。GB复合型止水铜带现已在多个项目工程中得到使用。



市面上除了止水铜片、不锈钢止水,云南楚雄止水铜片还有橡胶止水以及PVC止水,而我们知道,橡胶止水以及PVC止水比较容易老化变脆。而止水铜片与不锈钢止水片相比,止水铜片价格昂贵,施工中容易损坏,同时现场接头焊接工艺复杂。尽管如此,由于强度高,抗水压力、抗绕渗能力强,并且抗腐蚀能力强,在高坝中仍倾向于采用止水铜片。不锈钢止水带虽然伸长率与铜止水带相当,但由于刚性相对铜止水带较大,当发生位移是混凝土中将承受较大的应力,同时不锈钢止水带的焊接工艺比较复杂,故一般常用于需要与预埋钢构件连接的止水部位。各种止水材料性能差异很大,各有利弊。三元乙丙橡胶抗老化性能好,但强度低;天然橡胶强度较高,但抗老化特性是抗紫外线照射性能较差。铜止水带、不锈钢止水带强度很高,但延伸率与橡胶、塑料相比相差很大。另外,橡胶止水带和塑料止水带的抗疲劳破坏能力远高于铜止水。因此,采用不同材质的止水带构造多道止水时,止水结构的可靠性较高。水工项目中,在止水铜片铜鼻子内填塞柔性材料是必不可少的步骤。若铜鼻子内未填或者直接是用混凝土等填满,由于混凝土硬度非常高,铜鼻子的作用是在建筑坝体发生位移的时候,依靠填充物的弹性降低震动、位移等对整个建筑物的影响。因此,在选择铜鼻子填充物的时候,选用弹性较好的柔性材料便可,并且,由于止水铜片使用期限长,填充物也需要选用保质时间较长的才行。


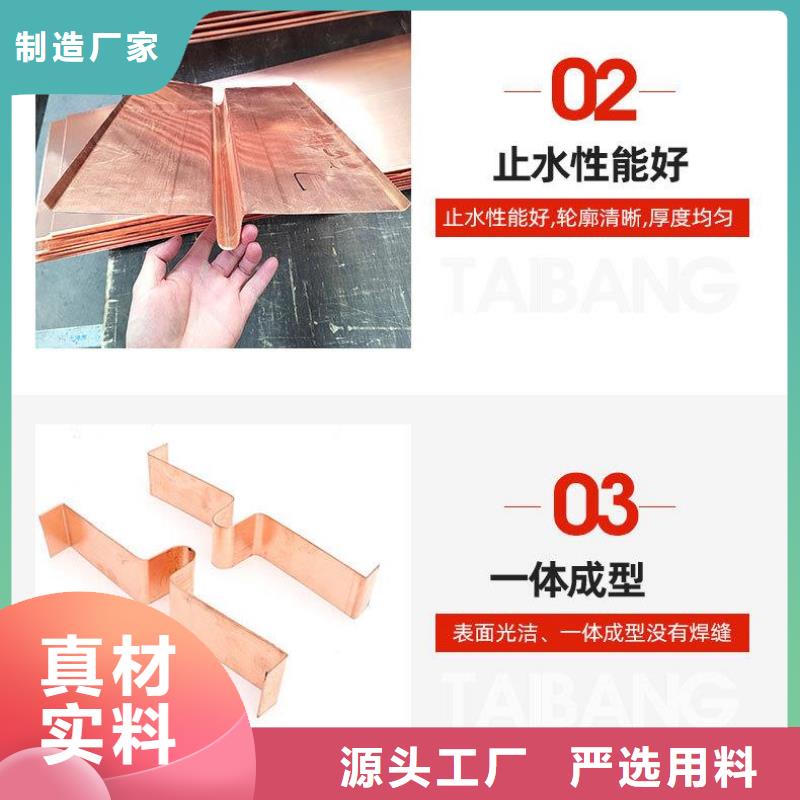
止水铜片接头成型方法及云南楚雄止水铜片的质量控制止水铜片接头形状分为:云南楚雄止水铜片T型、W型、V型、十字型、Y型、弧型止水铜片、L型、H型、F型,异型等。制作方法一 焊接成型:先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差。制作方法二整体冲压成型:冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的止水铜片成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。在施工过程中止水铜片的质量控制程序对每批铜止水带材料进行试验→外观检查验收→加工验收→止水带连接质量检验→安装→混凝土浇筑过程中看护维护→混凝土浇筑完后外路部分的保护质量。混凝土单元仓号中的止水铜片接头连接质量要求质检人员每仓必须进行密封性检查验收,监理工程师可适时进行抽查密封性检验。止水铜片的加固定位装置,必须由监理工程师检查认可后,方可进入下一道施工工序。混凝土浇筑过程中,为避免大骨料在止水带部位集聚,混凝土卸料点须离止水带1.0m以上。如有骨料集聚,人工及时进行分散,并仔细加强振捣,确保止水带结合处混凝土密实。为防止混凝土骨料集中滚落至止水带部位和防止因混凝土侧压力导致止水挤压移位,须合理安排布料和振捣程序,应在靠有止水带的一侧先布料和平仓振捣混凝土。同时,在靠止水带部位的混凝土平整高度应稍高,以避让在止水带处混凝土的泌水集中,并对止水带处的泌水须及时进行排除。根据大坝接缝设置止水铜片的主要意义是止水在水压力、接缝位移、外界环境的作用下,确保接缝不渗(漏)水。为此,止水铜片的型式和材料质量是止水发挥作用的重要保证。 止水铜片表面应光滑平整并有光泽,应加强对其外观凹痕、明疤等缺陷的检查,其表面的锈污、油渍等杂物均应干净。如有砂眼、钉孔应进行补焊;如有撕裂,应采用与翼缘等宽的母体材料进行双面搭接焊,搭接片长度不小于100mm,且四周接触面均须满焊。


